
Westminster Tool (Plainfield, CT) is a mold manufacturer that specializes in complex
injection mold systems, including production, prototype, and bridge molds. Westminster Tool delivers innovative manufacturing solutions for plastics and composites within the aerospace, medical device, and packaging industries
Moldmakers at Westminster Tool needed to create a prototype injection mold to produce sample medical parts in a highly glass-filled, bio-based PA11. To do so in an affordable and timely manner, they turned to Mantle’s metal 3D printing technology, TrueShape.
The Mantle printed tool allowed Westminster Tool to determine the best processing parameters for the new material and mold parts with an excellent surface finish and desired part performance.
Engineers at Westminster Tool determined that aluminum, a traditional prototype tool material, would not be effective for molding the highly glass-filled material, which is much more abrasive than unfilled Nylon (PA11). The abrasiveness of the material would have worn the aluminum tool severely even when running the tool for a short period of time.
The specific material, Rilsan® FKZM 65 O TD MED is supplied by Arkema distributor and compounder Foster Corporation (Putnam, CT) and is focused on surgical device applications. It features USP Class VI and ISO 10993 biocompatibility. As healthcare device manufacturers have embraced sustainability goals, the new bio-based material is in high demand.
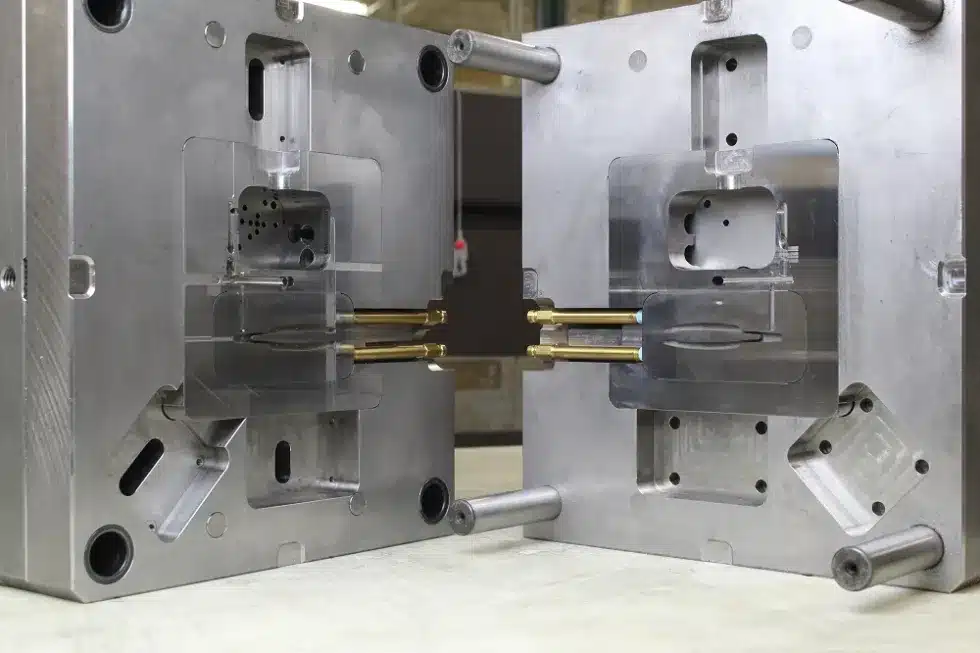
To meet the challenge, Westminster Tool turned to Mantle TrueShape technology to print the tooling. Mantle printed the inserts in H13 tool steel, a well-known mold material that is known for its high hardness, making it ideal for molding abrasive materials. Both the core and cavity sides were printed simultaneously in roughly 86 hours but required less than an hour of an operator’s time.
The print included critically important conformal cooling channels. These channels allow for better-optimized cooling lines but add significant complexity, lead time, and cost to the mold manufacturing process. Mantle’s print process can print complex conformal channels with dramatically more design freedom. For example, channels that follow the profile of the molded part closely and cool hard-to-reach or tall-and-deep geometries. What’s more, these channels are printed without any extra lead time or part cost. This permits molders to better control mold temperatures, shorten cycle times, improve molded parts’ dimensional stability and surface finish, and facilitate demolding.
Westminster Tool’s medical customers typically require accuracy within 0.005″ on their final molded part. To achieve these high accuracies, the mold inserts must also be incredibly precise. Mantle printed two inserts – one core and one cavity – and met a tolerance of +/- 0.0015” for both, with no visible mismatch between the final parts. Since the inserts were printed with H13 tool steel, Westminster Tool was able to add a subgate, allowing them to mold thousands of parts without the risk of gate erosion.
The entire process, including designing, printing, finishing, and molding, took only 3 weeks. Molding engineers ran the mold multiple times across multiple days for separate trials and each trial achieved consistently high-quality molded parts. The final results off the press showed no visible flash, no sink marks, no discoloration, and no surface finish abnormalities. “That’s 3 weeks to get quality medical parts from design to a prototype tool. It’s incredible,” Graff says.

Mantle 3D Systems, LLC
1950 Cesar Chavez St.
San Francisco, CA 94124
415.655.3555