

Fathom is one of North America’s largest on-demand digital manufacturing platforms, serving comprehensive product development and low- to mid-volume manufacturing.
With more than 25 unique manufacturing processes and a national footprint with nearly 450,000 square feet of manufacturing capacity across 12 facilities, Fathom seamlessly blends in-house capabilities across plastic and metal additive technologies, CNC machining, injection molding and tooling, sheet metal fabrication, and design and engineering.
Fathom Manufacturing used Mantle’s metal 3D printing technology to reduce the time required to make a production injection mold tool for a medical device customer. Because of the complex nature of the tool’s cavity and core inserts, it would have traditionally taken Fathom over 200 hours of toolmaking operations across 4.5 weeks to make the inserts. With Mantle, Fathom reduced its toolmaking operations to 110 hours – a savings of 45% – and produced the tool 2 weeks faster.
The largest time savings came from eliminating CNC mill programming, rough milling, and hard milling entirely, reducing EDM operations from 100 hours to 27 hours, and reducing polishing time. These reductions allowed Fathom to free up its in-demand moldmakers to do other work.
Fathom’s customers demand high-quality molded parts as quickly as possible so they can accelerate their product development and bring their products to market. As a toolmaker and molder, Fathom is constrained by the toolmaking process, which is normally time-consuming and requires multiple machines, highly trained moldmakers, and numerous handoffs.
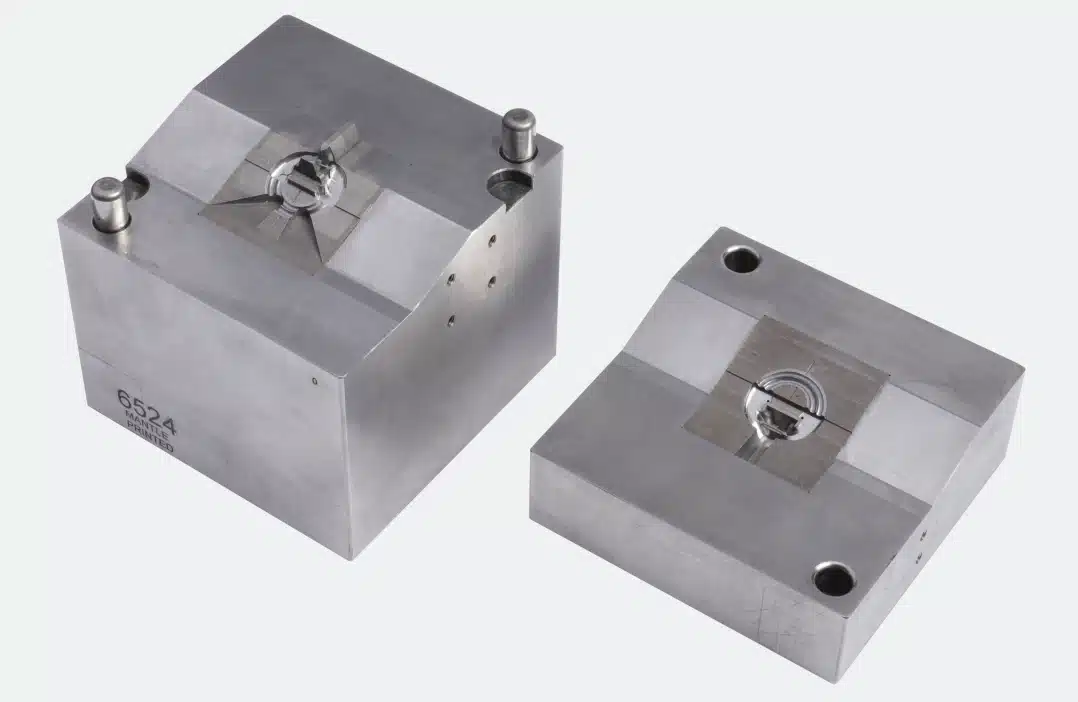
The most time-consuming portion of toolmaking is creating the cavity and core inserts that are used to form the plastic parts. To make these inserts, highly trained operators generally program a CNC machine (CAM), rough mill the general tool shape, send the rough milled tools out for heat treatment, hard mill the heat treated steel, program machines to create EDM electrodes, operate sinker and wire EDM machines to produce fine details that cannot be milled, and polish the inserts before assembling them in a mold base.
Fathom needed to create inserts for a medical device customer that was ramping up production. To mold the intricate device, the inserts needed deep ribs and many small features that could not be machined easily. It would normally take 4.5 weeks to make these inserts with 200 hours of active work, including 100 hours of EDM work. With such extensive EDM, polishing would be more difficult because EDM work hardens the steel.


To reduce the lead time to produce these cores and cavities, Fathom turned to Mantle’s metal 3D printing technology. Mantle’s technology produced inserts in H13 steel with the accuracy, surface finish, and fine features that were very close to the requirements of the production tool.
Because the fine features were printed, Fathom did not need to perform any rough milling before sending the printed inserts out for heat treatment. When the inserts returned, Fathom did not need to perform any hard milling of the features. Only 27 hours of EDM operations were required to touch up the fine features and ensure they were to tolerance.
The accuracy and surface finish of the printed inserts were precise enough that Fathom did not need to perform any operations to the parting lines. Fathom did a surface grind to the exterior walls and polished the part detail. Because there were fewer EDM operations than traditionally, less polishing was required.
Fathom did not need to change any of its operations to work with the Mantle printed inserts. Grinding, polishing, and EDM operations were performed in the same manner as they were for any other inserts.
Fathom successfully molded the medical device components without any flash.
Fathom reduced the lead time to produce the core and cavity inserts from 4.5 weeks to 2.5 weeks and the total toolmaking operations from 200 hours to 110 hours. The largest time savings came from eliminating CNC programming, rough milling, and hard milling entirely, reducing EDM operations from 100 hours to 26 hours, and reducing polishing time. These reductions allowed Fathom to free up its in-demand moldmakers to work on other projects.
Mantle 3D Systems, LLC
1950 Cesar Chavez St.
San Francisco, CA 94124
415.655.3555